




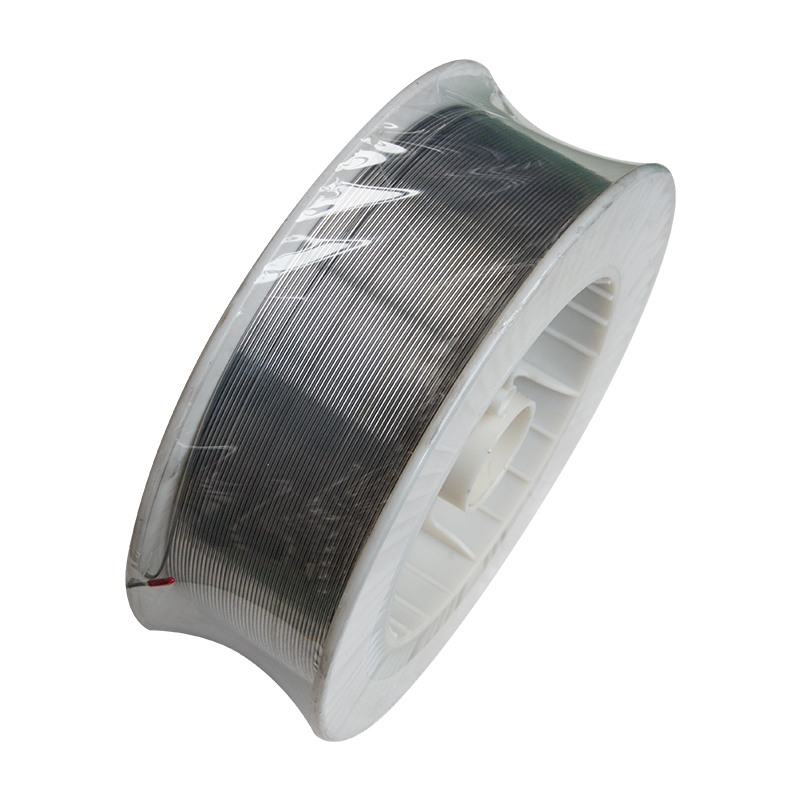



ลวดเชื่อมแบบอาร์คป้องกันด้วยแก๊ส ปราศจากทองแดง Er70s-6, ลวดเชื่อม SG2
แนะนำลวดเชื่อมไร้ทองแดง:
หลังจากนำเทคโนโลยีนาโนเมตรแบบแอคทีฟมาใช้ พื้นผิวของลวดเชื่อมที่ไม่ใช้ทองแดงจะปราศจากคราบทองแดงและมีความเสถียรมากขึ้นในการป้อนลวด ซึ่งเหมาะสมอย่างยิ่งสำหรับงานเชื่อมด้วยหุ่นยนต์อัตโนมัติ ลักษณะของอาร์คมีความเสถียรมากขึ้น มีการกระเด็นน้อยลง การสึกหรอของหัวฉีดน้อยลง และความลึกของการเชื่อมมากขึ้น สภาพแวดล้อมการทำงานของคนงานดีขึ้นอย่างมากเนื่องจากลวดเชื่อมที่ไม่ใช้ทองแดงปราศจากควันทองแดง เนื่องจากการพัฒนาวิธีการปรับสภาพพื้นผิวแบบใหม่ ลวดเชื่อมที่ไม่ใช้ทองแดงจึงมีคุณสมบัติป้องกันสนิมดีกว่าลวดเชื่อมที่ผสมทองแดง โดยมีคุณสมบัติดังต่อไปนี้
1. ส่วนโค้งมีความเสถียรมาก
2. อนุภาคกระเด็นน้อยลง
3. คุณสมบัติการป้อนลวดที่เหนือกว่า
4. การจุดประกายไฟซ้ำที่ดี
5. คุณสมบัติป้องกันสนิมที่ดีเยี่ยมที่ผิวของลวดเชื่อม
6. ไม่ก่อให้เกิดควันทองแดง
7. ลดการสึกหรอของหัวฉีดสัมผัสกระแสไฟฟ้า
ข้อควรระวัง:
1. พารามิเตอร์ของกระบวนการเชื่อมมีผลต่อคุณสมบัติทางกลของโลหะเชื่อม ดังนั้นผู้ใช้ควรทำการตรวจสอบคุณสมบัติของกระบวนการเชื่อมและเลือกพารามิเตอร์ของกระบวนการเชื่อมอย่างเหมาะสม
2. สนิม ความชื้น น้ำมัน ฝุ่น และสิ่งสกปรกอื่นๆ ในบริเวณที่จะเชื่อม ต้องกำจัดออกให้หมดก่อนทำการเชื่อม
ข้อมูลจำเพาะ:เส้นผ่านศูนย์กลาง: 0.8 มม., 0.9 มม., 1.0 มม., 1.2 มม., 1.4 มม., 1.6 มม., 2.0 มม.
ขนาดบรรจุภัณฑ์: 15 กก./20 กก. ต่อม้วน
องค์ประกอบทางเคมีทั่วไปของลวดเชื่อม(%)
==========================================
| องค์ประกอบ | C | Mn | Si | S | P | Ni | Cr | Mo | V | Cu |
| ความต้องการ | 0.06-0.15 | 1.40-1.85 | 0.80-1.15 | ≤0.025 | ≤0.025 | ≤0.15 | ≤0.15 | ≤0.15 | ≤0.03 | ≤0.50 |
| ผลลัพธ์เฉลี่ยจริง | 0.08 | 1.45 | 0.85 | 0.007 | 0.013 | 0.018 | 0.034 | 0.06 | 0.012 | 0.28 |
คุณสมบัติทางกลทั่วไปของโลหะที่เคลือบ
========================================
| รายการทดสอบ | ความแข็งแรงดึง ร.ม.(ม.ปา.) | ความแข็งแรงของผลผลิต ร.ม.(ม.ปา.) | การยืดตัว เอ(%) | การทดสอบการกระแทกของรุ่น V | |
| อุณหภูมิทดสอบ (ºC) | ผลกระทบ คุณค่า (เจ) | ||||
| ความต้องการ | ≥500 | ≥420 | ≥22 | -30 | ≥27 |
| ผลลัพธ์เฉลี่ยจริง | 589 | 490 | 26 | -30 | 79 |
ขนาดและช่วงกระแสไฟฟ้าที่แนะนำ
===============================
| เส้นผ่านศูนย์กลาง | 0.8 มม. | 0.9 มม. | 1.0 มม. | 1.2 มม. | 1.6 มม. | 1.6 มม. |
| แอมป์ | 50-140 | 50-200 | 50-220 | 80-350 | 120-450 | 120-300 |
หมวดหมู่สินค้า
-

แถบโลหะผสมแม่เหล็กอ่อน 1J50/Ni 50
-

ลวดโลหะผสมแม่เหล็กอ่อน 1J85 / FeNi 85 / Ni80Mo5
-
ASME SFA 5.14 Ernicr-3 โลหะผสมนิกเกิล 80 อินโคเนล ...
-

โลหะผสม Ni80Mo5 PERMALLOY 80/MU/80/1J79 ที่ผ่านการอบอ่อนอย่างนุ่มนวล...
-

ลวดโลหะผสมแม่เหล็กอ่อน 1j79/ ลวดเพอร์มัลลอย
-

ลวดเชื่อม MIG โลหะผสมนิกเกิล Aws A5.14 Ernicu-7...
-

โทรศัพท์
-

อีเมล
-

วอทส์
-

เวแชท
จูดี้
150 0000 2421
-

สูงสุด